- 電話: 010-64734946 64734947 64738638
- 傳真: 010-64738090
西門子T400工藝板6DD1606-0AD1在各行業中的應用
西門子T400工藝板6DD1606-0AD1在各行業中的應用
1、西門子T400工藝板在熱鍍鋅線上的應用
2、基于西門子T400工藝板的熱連軋卷取張力自動控制系統
日鋼1580 mm熱連軋生產線是一套國內自主設計生產的全自動化熱連軋機組,卷取張力控制對于
鋼卷的卷形、產品最終質量及相關設備使用壽命都具有重要影響。傳統張力控制功能都是在PLC
控制器中完成,然后再通過DP網絡通信,最后由傳動系統執行而實現,存在響應慢、精度低、
故障多的缺點。該控制系統采用西門子專為高精度張力控制設計的T400工藝板,張力閉環控制
功能直接在傳動控制系統中完成,減少了故障點并提高了系統響應速度和控制精度,是國內首
套基于T400的寬帶鋼熱連軋卷取張力控制系統。系統具有控制精度高、控制周期短、通用性強
、調試維護方便等優點。系統于2006年12月在日鋼1580 mm熱連軋卷取機上開始應用,取得了很
好的控制效果。
3、西門子T400工藝板及其在造紙過程中的應用
西門子T400工藝板及其在造紙過程中的應用引言
T400工藝板是西門子SMADYN-D全數字控制系統的新一代的工藝類產品。它是為西門子交流傳動
裝置(SIMOVERT MASTERDRIVES converter)和直流傳動裝置(SIMOREG DCMASTER
converter)設計的標準選件板,可以插到這些傳動裝置的電子箱中,擴展其功能,進行高
級工藝控制。
從硬件來看,T400工藝板只是一塊單板計算機,西門子公司為其設計了三套標準軟件包(剪切控
制,角同步控制和卷取控制),這三種軟件可以滿足所在領域的廣泛應用。如果有需要,還可以
用CFC軟件對這些軟件進行修改以滿足特殊應用。卷取控制(包括收/放卷)選用SPW420卷取控制
軟件包。
T400工藝板采用的是32位的SMADYN-D處理器,具有強大的計算能力和極高的運算速度,它最快
的執行周期小于0.8ms ,運算數據類型為浮點小數。T400通過雙口RAM和傳動裝置交換數據,比其
他方式效率更高,所以它適合于對驅動器進行高精度運算和高速控制的場合。
2 接口與連接
2.1外圍接口
圖1是帶SPW420標準軟件包的T400所有外圍接口的示意圖。
通訊接口:包括 PROFIBUS、peer-to-peer、USS-BUS和PC接口
I/O接口: T400有8個開關量輸入口,2個繼電器輸出口,4個開關量輸出口(可設置成4個開關量輸入
口),5個12位模擬量輸入口,2個12位模擬量輸出口
編碼器接口:兩個用于HTL 或TTL信號的增量編碼器, 為增量編碼器和絕對式編碼器,兩個編碼器
接口所準備的位置和速度功能塊可有效地應用于位置定位和速度檢測。
使用T400工藝板的交流傳動裝置和直流傳動裝置應包含以下組件:
(1)基本模塊(CU):
• 安裝在SIMOVERT MASTERDRIVES VC/MC中的CUVC模塊/CUMC模塊及安裝在早期裝置
SIMOVERT MASTERDRIVES VC/MC中的CU2模塊/CU3模塊。
•SIMOREG DC-MASTER
基本模塊就是西門子傳動裝置的控制板,例如CUVC為失量控制變頻器/逆變器的控制板。
(2)通訊模塊(CB):
• PROFIBUS 通訊模塊CBP/CB1,其中CBP用于使用CUVC基本模塊或CUMC基本模塊的裝置,CB1
用于使用CU2基本模塊或CU3基本模塊的裝置。
•Peer-to-peer/USS通訊模塊SCB1或SCB2
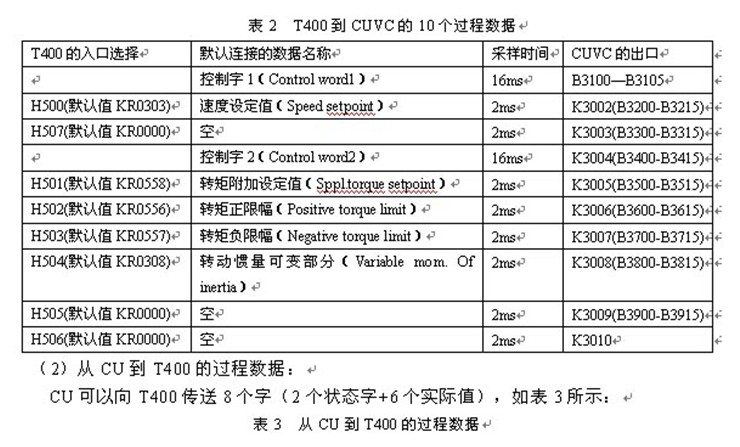
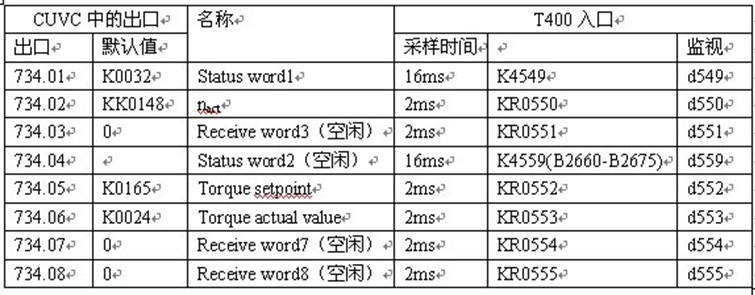
其中基本模塊(CU)是必備的,T400通過控制傳動裝置中的基本模塊來間接控制傳動裝置,通訊
模塊可根據需要選配。CU,T400和CB的安裝位置如下: